How to form complex castings with sand molds

Sand casting is a process that utilizes non-reusable sand molds to form metal castings. On one hand, casting is a deceptively simple manufacturing process: anyone who has formed castles at the beach knows sand can be used to make detailed shapes. However in a foundry, dealing with the heat of molten metal, many factors must be considered for success. Casting is used to make metal components of all sizes, ranging from a few ounces to several tons. Sand molds can be formed to create castings with fine exterior detail, inner cores, and other shapes. Nearly any metal alloy can be sand cast. Hollows are made in moistened sand, filled with molten metal, and left to cool.
What is Molding Sand?
Molding sand has three important advantages over other mold materials:
- it is inexpensive,
- it is easily recycled, and
- it can withstand extremely high temperatures.
Sand casting is one of the few available processes for metals with high melting temperatures such as steels, nickel, and titanium. Because of its flexibility, heat resistance, and relatively low cost, sand casting is the most widely used casting process.
Castings are produced by pouring liquid metal into a mold cavity. For a casting to be successful, the mold cavity must retain its shape until the metal has cooled and fully solidified. Pure sand breaks apart easily, but molding sand contains bonding material that increases its ability to resist heat and hold shape.
Green sand (an aggregate of sand, pulverized coal, bentonite clay, and water) has traditionally been used in sand casting, however modern chemically bonded molding systems are becoming more popular. The most widely used casting sand is silica (SiO2).
Molding Sand Properties
Strength
The ability of the sand mold to hold its geometric shape under the conditions of mechanical stress.
Permeability
The ability of a sand mold to permit the escape of gases and steam during the casting process.
Moisture Content
Moisture content affects a mold’s strength and permeability: a mold with too little moisture may break apart, while a mold with too much moisture can cause steam bubbles to be entrapped in the casting.
Flowability
The capacity of the sand to fill small cavities in the pattern. High flowability creates a more precise mold, and is therefore useful for detailed castings.
Grain Size
The size of the individual particles of sand.
Grain Shape
This property evaluates the shape of the individual grains of sand based on how round they are. Generally, three grain categories are used in foundry sand:
- Rounded Grain sands provide relatively poor bonding strength, but good flowability and surface finish.
- Angular Grains have greater bonding strength because of interlocking, but poorer flowability and permeability than rounded grain sands.
- Sub-angular Grains are the middle road. They possess better strength and lower permeability relative to rounded grains, but lower strength and better permeability than angular grains.
Collapsibility
The ability of the sand mixture to collapse under force. Greater mold collapsibility allows the metal casting to shrink freely as it solidifies, without the risk of hot tearing or cracking.
Refractory Strength
The mold must not melt, burn, or crack as molten metal is poured into it. Refractory strength measures the ability of molding sand to withstand extreme heat.
Reusability
The ability of molding sand to be reused (after sand conditioning) to produce other sand castings in subsequent manufacturing operations.

Many properties of molding sand depend on the grain size and distribution of sand particles: small grain size enhances mold strength, but large grain size is more permeable. Finely grained sand provides castings with a good surface finish, but possesses low permeability, while coarse grained sand provides the opposite.
Special additives or binders may be added to the basic aggregate of sand, clay, and water to increase cohesion. These binders can be either organic or inorganic. Common binders include cereals, ground pitch, sea coal, gilsonite, fuel oil, wood flour, silica flour, iron oxide, pearlite, molasses, dextrin, and proprietary materials.
Finding the perfect combination isn’t easy. Some properties of a sand aggregate are contradictory to each other: a molding sand with greater collapsibility has less strength, and one with greater strength has less collapsibility. Trade-offs are often needed to achieve a compromise that provides appropriate properties for the specific part and casting application. Precise control of molding sand properties is so essential that sand labs have become a common addition to modern foundries.
Parts of a Sand Casting Mold

A metal casting is shaped by the mold used to produce it – a good mold is a prerequisite for a good casting. Molds have multiple parts that work together to influence the final product.
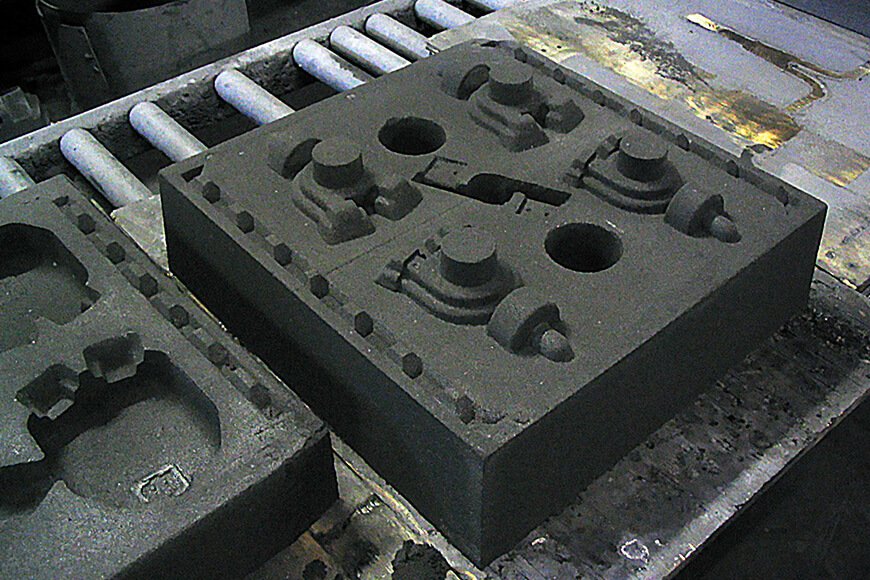
The mold cavity is shaped by the pattern, a full size model of the part that makes an impression in the sand mold. Some internal surfaces are not included in the pattern, and will instead be created by separate cores.
A core is a sand shape inserted into the mold to shape the casting interior, including features such as holes or passages. Cores are usually made out of molding sand so they can be shaken out of the casting. A core print is a region added to the pattern, core, or mold to locate and support the core within the mold.
Further core support is provided by chaplets – small metal pieces that are fastened between the core and the cavity surface. In order to maintain that support, the chaplets must be composed of a metal with a same or higher melting temperature than that of the metal being cast. After solidification, the chaplets will have been encased inside the casting.
Sand cores can be produced using many of the same methods as sand molds: as molds are shaped by a pattern, sand cores are shaped by a core-box; they are similar to a die and can be made of wood, plastic, or metal. The core-boxes can also contain multiple cavities to produce several identical cores.
A riser is an extra void within the mold designed to contain excess metal. It prevents shrinkage voids from forming in the main casting by feeding molten metal to the mold cavity as it solidifies and shrinks.
The entire sand mold is contained in a box called the flask. In a two-part mold, which is typical of sand castings, the upper half (containing the top half of the pattern, flask, and core) is called the cope. The lower half is called the drag. The parting line is the line or surface that separates the cope and drag.
How to Make a Sand Casting
Sand casting involves four basic steps: assemble the sand mold, pour liquid metal into the mold, allow the metal to cool, then break away the sand and remove the casting. Of course, the process is more complex than it sounds.
The first step of mold assembly is to partially fill the drag with sand. The pattern, core print, cores, and gating system are placed near the parting line. The cope is then assembled to the drag. Additional sand is poured on the cope half until the pattern, core, and gating system are covered, and then the sand is compacted by vibration or mechanical means. Excess sand is removed with a strike off bar.
Now that the mold is formed, the cope is removed from the drag so the pattern can be extracted from the mold.
Pattern extraction is undertaken carefully to avoid breaking or distorting the newly formed mold cavity. This is facilitated by designing a draft: a vertical taper perpendicular to the parting line. The draft taper is usually at least 1°. The rougher the surface of the pattern, the more the draft to be provided.
Before it can be filled with liquid metal, the complete mold needs to be prepared; the mold cavity is often lubricated with mold washes to facilitate casting removal. Then the cores are positioned, additional mold materials such as cope rope are added to help prevent run-outs, and the mold halves are closed and securely clamped together; the cope and drag sections maintain proper alignment with the aid of pins and guides.
The mold halves must remain secure so liquid metal can’t leak through the parting line. Before pouring flaskless molds, wood or metal pouring jackets are often placed around the mold and weights are set on the top to keep the cope from lifting.
Molten metal enters the mold cavity through a gating system: molten metal is poured into a mold via the pouring cup, continues down the sprue (the vertical part of the gating system), and then through the runners (horizontal portions). Built up gases and displaced air escape through vents. The multiple points where metal is introduced into the mold cavity from the runners are called the gates.
After the casting has cooled, it is broken out of the sand mold. The process of removing sand from the castings is called shakeout. The casting can be removed manually or by automated machinery. Agitations tables and rotary tumblers are commonly used.
There are variations to this basic process depending on the pattern, flask type, and level of mechanization:
- Bench Molding is preferred for small jobs. The whole operation is carried out on a bench of convenient height.
- Floor Molding is used for medium and large size jobs. As the name suggests, the mold is set on the floor prior to pouring.
- Machine Molding is employed for mass production. Machine molding saves labor and offers superior accuracy and uniformity, making it possible to maintain tolerances within narrow limits at a fast rate. The primary operations performed by molding machines are ramming of the molding sand, roll over the mold, form gate, rapping the pattern and its withdrawal.
Recycling Molding Sand
After sand has been shaken off a complete casting, the lumps are cooled and crushed. All particles and metal granules are removed, often with the assistance of a magnetic field. All sand and constituents are screened with shakers, rotary screens, or vibrating screens. Cleaned sand can then be reintroduced to the beginning of the molding sand production cycle.
Molding sands are prepared in mullers, which mix the sand, bonding agent, and water. Aerators are used in conjunction to loosen the sand to make it more amenable to molding.
Prepared sand is delivered to the molding floor, usually by scoop trucks or by belt conveyors, where it is formed into molds; the molds may be placed on the floor or delivered by conveyors to a pouring station. After pouring, the castings are removed from the adhering sand at a shakeout station. The used sand, in turn, is returned to the storage bins by belt conveyor or other means.
Casting sand is typically recycled and reused through many production cycles. According to industry estimates, approximately 100 million tons of sand are used in production annually. Of that number, only four to seven million tons are discarded, and even that sand is often recycled by other industries.
Sand Molding Processes and Methods

Green Sand Molds
A typical green sand mixture contains 89 percent sand, 4 percent water, and 7 percent clay. Green sand is an industry favourite because of its low cost and solid overall performance. The “green” in green sand refers to the moisture content present in the mixture during pouring.
Green sand molds have sufficient strength for most sand casting applications. They also provide good collapsibility, permeability, and reusability. The main difficulties arise to the moisture content. Too much moisture can cause defects in the casting, with the moisture tolerance dependent on the metal being cast.
Cold Setting Processes
Sometimes non-traditional binders are used in industrial sand casting. Conventional casting binders require heat to cure, while these alternative binders bond chemically at room temperature when mixed with sand – hence the term cold setting processes. Technically advanced, these relatively recent sand casting processes are growing in popularity. Cold setting processes are more expensive than green sand molds, but they produce castings with exceptional dimensional accuracy.
Shell Molding
Shell mold casting is a relatively recent invention in molding techniques for mass production and smooth finish; it was first used by Germany during the Second World War. The molding material is a mixture of dry, fine silica sand with minimal clay content and 3-8 percent thermosetting resin (phenol formaldehyde or silicon grease). When the molding mixture drops on to the heated pattern plate, a hard shell of around 6 mm thickness is formed. In order to cure the shell completely, it must be heated to 440 to 650°F (230 to 350t) for several minutes.
Custom Casting Services
Reliance Foundry works collaboratively with clients to design the pattern and molding method for each custom casting. Request a Quote to get more information on how our casting service can match your project requirements.
Related Articles
- In-Depth Casting Guide: The Life of a Casting series
- American Foundry Society. “Sand Molding Processes”.
Image Credits
- Mold box fill: OKFoundry, CC BY 2.0, via Flickr
- Cope drawn from mold box: OKFoundry, CC BY 2.0, via Flickr
- Open sand mold: OKFoundry, CC BY 2.0, via Flickr
- Closed mold: OKFoundry, CC BY 2.0, via Flickr