
The 101 on this ubiquitous modern material
Polyethylene is by far the most common type of consumer plastic, and is used in many everyday materials. It is a thermoplastic product, meaning that it can be melted into a liquid and then cooled back into a solid, many times over. Different processing conditions give rise to different grades of polyethylene that can be used for very different purposes—from flexible cling wrap on the one end of the spectrum, to hard bollard post covers on the other.
One of the most attractive properties of polyethylene is its durability. It is resistant to fading and chipping, while also being impervious to many chemical substances, such as acids and caustic solutions. Polyethylene is an excellent electrical insulator. It retains its properties in extremely cold conditions, but can be melted at high temperatures.
Polyethylene plastic: a Carbon-Hydrogen molecule
Molecular structure and general properties
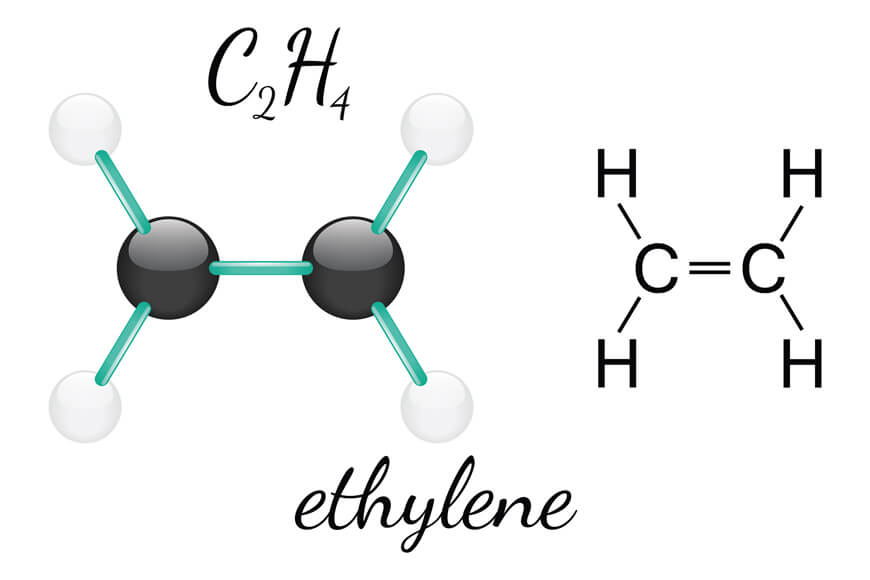
Polyethylene consists of hydrocarbon chains with the most basic component being the ethylene molecule, consisting of 2 carbon and 4 hydrogen atoms. When ethylene molecules are combined together in straight or branched chains, polyethylene is formed. This process involves splitting the double bond between the 2 carbon atoms and creating a free radical to join to the next ethylene molecule. The macromolecules are not covalently joined, but are held together in a crystalline structure through intermolecular forces. The lower the number of side branches, the lower the crystallinity and hence the higher the density as can be observed in the differing properties for differing types of polyethylene.
Polyethylene is weather resistant but can become brittle when exposed to sunlight for extended periods of time. This limitation can be overcome through the addition of UV stabilizers. It can be ignited and will continue to burn after the ignition source is removed with a yellow tipped blue flame, which will cause the plastic to drip. The surface properties of polyethylene prevent it from being stuck together or imprinted without pretreatment. Polyethylene can be transparent, milky-opaque, or opaque, depending on the grade of material, the thickness of the product, and the presence of additives.

Classifications of polyethylene
Low-density polyethylene (LDPE) is formed with both long and short branches in the polymer chains. The presence of these branches keeps the chains from being too tightly packed together, giving LDPE a flexibility that makes it suitable for applications like plastic bags, wire insulation, and plastic wrap. LDPE is highly resistant to most chemicals including acids, bases, alcohols, aldehydes, ketones, and vegetable oils. It also has a very low water absorption.
Linear Low-density polyethylene (LLDPE) is similar to LDPE, but consists of largely linear chains with many short side branches. It is often produced using copolymerization of ethylene with alpha-olefins like 1-butene, 1-hexene, and 1-octene. The characteristics of the finished product can be manipulated through adjusting the constituent formula.
High density polyethylene (HDPE) consists mostly of straight chain molecules that are held together by intermolecular forces. The absence of side branches ensures that the chains are tightly compacted together. This high density results in a product that is moderately stiff, making it suitable for applications like cutting boards, juice containers, plastic lumber, and toys. HDPE has a good chemical resistance, and remains tough at very low temperatures (-76 degrees Fahrenheit). It has a waxy surface texture, which is weatherproof.
Ultrahigh molecular weight polyethylene (UWMPE) has extremely long chains and can be spun into threads with a higher tensile strength than steel. The strength of the intermolecular forces between the long straight chains creates a sturdy material with a very high impact strength. It is used in applications like bullet proof vests. Like other polyethylene types, UHMWPE is resistant to most chemicals, with the exception of oxidizing acids. It also has a low moisture absorption, but its self-lubricating properties make it highly resistant to abrasion.
The American Society for Testing and Measurement (ASTM) determine specifications for various grades of polyethylene including specifications for various applications. The major properties of the different grades of polyethylene are given in the following table:

How is polyethylene plastic made?
The basic building block for polyethylene is the ethene molecule, consisting of 2 carbon atoms and 4 hydrogen atoms. Ethene is found in natural gas and is also produced during the refining of crude oil. One of the products of the first stage of oil refining is Naphtha, which is processed through a catalytic cracker to produce higher octane material. This cracking process also produces ethene, which is separated from other products for further processing into polyethylene. Ethene is a gas.
There are different processing methods for polyethylene according to the grade of product to be generated.
LDPE is made by compressing the ethene gas to a pressure of 50,000 psi, after which it is cooled and fed into a reactor. An initiator is added to the reactor, which causes the polymerization reaction to take place. Constant agitation of the material in the reactor ensures a maximum conversion rate. After reaction, unused ethene is separated from the product and recycled back to the compressor. The polymer is extruded, cut into pellets, and dried before entering storage silos. Pellets are usually bagged for dispatch to customers where they will be melted and processed into finished consumer products.
HDPE is made in a catalytic process, which enables the manufacturing process of polyethylene to occur at lower temperatures and pressures. Ziegler-Natta and chromium catalysts were the early catalysts used, but newer types of catalysts are constantly being developed to improve production processes and characteristics of products. Some processes even blend different types of polyethylene into one batch, blurring the lines between what were distinct product grades.
LLDPE is also produced in a catalytic process with the addition of co-polymers like alpha olefins (butane, hexane). The molecular structure of LLDPE is a long chain with many short branches.
UHMWPE is produced using metallocene catalysts, resulting in extremely long hydrocarbon chains (over 100,000 monomer component molecules). A secondary process called gel-spinning takes a heated gel of UHMWPE and extrudes it through a spinneret. The product is cooled in a water bath. This spinning process yields a fiber with a high degree of molecular orientation (95%), which is what gives it the extremely high tensile strength.
Plastic molding using polyethylene
Polyethylene comes from the factory in pellet form and is graded according to its specifications. Customers use these pellets as raw materials in their own manufacturing processes, which involve melting them by applying heat and pressure, and then molding the liquid plastic into its final form. There are various methods of molding polyethylene depending on the grade of raw material and the type of finished product required:

- Injection molding
Injection molding is one of the two most common methods for creating finished products from polyethylene. Pellets are fed into a heated cylinder where a rotating auger pushes the melting plastic through a gate into a mold. A fixed quantity of polyethylene is injected at a high pressure of 10,000-30,000 psi. Once the injection is complete, the mold is cooled before it is opened and the finished product removed. This is the typical process used to manufacture mass produced articles like buckets and bottle caps. - Blow molding
Blow molding is used to create products like bottles and syringes, where there is a cavity in the product. In the process of blow molding, the first stage involves molding a preform around a core pin using a standard injection mold. Once the preform is cooled, it is placed in the center of a second mold. The preform is reheated and compressed air is supplied via the core pin to blow the molten plastic against the inner walls of the final mold thus creating the internal cavity. Once cooled, the pin is removed. - Compression molding
Compression molding is primarily used for thermosetting plastics, which are plastics that cannot be reheated and remolded numerous times. Powders and other materials can be added to the mix to create special properties or strengthen the final product. In this process, the plastic is molded by heated plates which apply pressure to the plastic. The short cycle time in this process makes it attractive for high volume applications like parts for the automotive industry. - Transfer molding
Transfer molding involves heating the plastic to the molten state before it is transferred to a compression molding process. When there are many small holes or metal inserts, the molten plastic more easily forms around these without disturbing the alignment. - Film insert molding
This process involves inserting a film or fabric material into an injection mold before injecting the plastic, so the film is captured within the finished product. - Extrusion
Along with injection molding, extrusion is one of the most popular methods for forming polyethylene into a desired shape. Pellets are fed via a hopper into a heated chamber, where an auger drives the melting plastic forward. At the end of the heated chamber is a die, which shapes the plastic as it emerges into the atmosphere. This process is used to create continuous sheets, tubes, cables, piping, and more. The finished product lands on a conveyor belt where it is air cooled (sometimes assisted by blowers). The product may also be inserted into water to speed up the cooling process. - Gas injection molding
In gas injection molding, a standard injection molding process is enhanced through an additional step. The mold is filled to 70% of the total molten plastic required, then gas is pumped into the chamber to push the plastic into the end of the mold. The net effect is that the final product has a hollow center due to the gas blowing, and less plastic is used. - Rotational molding
Powdered plastic is placed in a hollow mold and secured to a rotating hub. The hub rotates on 2 axes inside a furnace, causing the plastic to melt and coat the internal walls of the mold. The hub continues to rotate through the cooling cycle, which often involves spraying water onto the outside of the mold. Finally, the finished product is removed. The advantage of this method is the simplicity of molds, the lack of pressure needed, and the lack of welds and joins in the finished product. - Structural foam molding
Molten plastic is injected into an accumulator along with compressed gas to create a foam effect in the plastic. From the accumulator, the foamed plastic is injected into the mold. The drop in pressure from the accumulator to the mold causes the plastic to expand and fill the mold. After cooling, the skin is smooth, but the internal core is foamed, giving the finished product a high rigidity. - Thermoforming
Thermoforming and vacuum forming are accomplished by taking a plastic sheet, heating it until soft, and then draping it over a mold. Positive air pressure is applied in some cases, while in others a vacuum is created to press the plastic against the mold. After cooling, the finished product is discharged. - Reaction injection molding
Reaction injection molding is a newer technology in shaping plastic products. The plastic is mixed with other components at a lower temperature than for traditional injection molding. An exothermic reaction occurs inside the mold to pressurize the plastic. As lower temperatures and pressures are required, the costs of production are reduced. Glass fiber can also be added to the mixture to add strength to the finished product.

Maintenance
Polyethylene is a very durable material, which does not easily wear or weaken. However, continued exposure to sunlight can cause a brittleness in the product over time. For pipelines or tanks exposed to the elements, an inspection cycle is recommended to identify any spider webbing or cracking due to brittleness.
The longevity and durability of polyethylene products is so good that many manufacturers describe them as maintenance-free.
Applications
Polyethylene is the most common form of thermoplastic used in consumer products, and has a wide variety of applications. The following are some of the more common uses:
- Food packaging material: Because polyethylene is so resistant to water absorption and chemical damage, it is certified as safe to use for food packaging applications.
- Medical tubing: The lack of porosity of polyethylene makes it an ideal material to use for catheters and other medical product due to the resistance to contamination.
- Buckets, bottles, and bins: Due to the hardness of plastic and its durability under stress, it is suited to consumer products.
- Bullet proof vests: UHMWPE fibers have high tensile strengths, yet are very light—making them ideal for safety applications.
- High-tensile cables: They are light, therefore easy to install, but strong, so are useful in complex industrial applications.
Recycling
Plastic products have received a lot of bad press for their impact on the environment, but as with most potential pollutants, it is the behavior of humans—not the product itself—that leads to environmental damage. Polyethylene is not biodegradable, making it an unsuitable material to be disposed of through landfill sites.
However, the properties of polyethylene make it ideal for recycling, as it can be melted down and remolded into another product. In addition, its resistance to chemical contamination and absorption of liquids means that the recycled product does not contain many impurities. Sometimes, recycled and virgin material are mixed together in the formation process of finished consumer products. Recycling number #2 applies to HDPE and #4 for LDPE; many recycling facilities can process both of these grades for reuse.
Many materials previously regarded as environmental hazards (for example, rubber) are being recycled at a greater rate as people move towards sustainable lifestyles and recycling technology develops.
Related Articles
- Still curious? Check out: What’s Polyurethane Plastic?
- And the plastics square off! See how in Flexible Bollards vs. Traffic Delimiters.
Sources
- BPF. “Plastics Processes”
- Plastics Industry. “Methods of Processing Plastic”
- Polymer Database. “Polyolefins”
- American Chemistry Council. “Lifecycle of a Plastic Product”
- ECI. “Polyethylene”
- Britannica. “Polyethylene”











