Quenching, tempering, normalizing, and annealing steel

Heat treatment is an important step toward guaranteeing the mechanical properties of steel castings. Through molding, pouring, shakeout, and cleaning, castings take their final shape—but may not be strong enough or elastic enough for their final use. By heating and cooling metal at different rates, a foundry can change its mechanical properties.
But how does the application of heat change a metal’s strength or flexibility?
Crystallization and metal properties
When molten metal cools, it freezes in crystalline structures. Under a microscope, these structures look like the frost crystals that form on glass in wintertime. Each structure grows from a center point until it meets with another crystal structure. These structures make up the “grains” of a metal.

Just as varying winter conditions create lots of types of frost patterns, so variable temperatures change the crystals that make metal. The grain they create is usually invisible but are revealed when the metal is acid-etched.
The shape and relationship of the grains in an alloy determine its mechanical properties. Round grains can slide past each other when the metal is struck, denting rather than staying strong or breaking. Flat grains may stack together and support each other like bricks in a wall; stronger than the round grains, but still somewhat moveable. Jagged, interlocked grains may not have any give at all. The heat treatment of a metal can reshape its crystallization, which changes its grain, and therefore the metal’s properties.
Work-hardening metal
The image of a smith at his forge, pounding a glowing slab of metal, is immediately recognizable even though it is not a common sight any more. However, for much of human history, smiths would work metal mechanically to make it stronger. Today, rather than being hand-worked by a blacksmith, steel is often rolled to mechanically harden it.
Picturing the grain structure explains how work-hardening functions. Round grains within the metal are deformed, and their new shape gives the metal strength. In cold-rolling, for example, the round grains are squished and stretched to become more rod-like. These rods support each other, like sticks in a bundle. A smith or metalworker can hammer, twist, heat, cool, and stretch an object to change the shape of the grain. If the grains have no place to go when struck, they form an immovable, inelastic matrix which increases metal hardness.
However, this hardness can come with a cost: strength may render the material brittle. Irregularly shaped grains do not easily slide past each other: they are wedged together. Any sufficiently large impact—something greater than the strength of the bonds between grains—will break them apart.

Heat-treating metal
The foundry starts creating desired mechanical properties of steel by choosing an alloy that is known to produce those characteristics. Yet there is very little control over the crystallization of this metal as the casting cools. Because crystallization creates the mechanical properties of the metal, the alloy may not behave optimally unless it is treated further. The foundry can do this by heating and cooling the metal in a controlled, regular fashion.
Heat treating is a non-destructive way to change material properties. It is sometimes a secondary process with work-hardened metal—but is the foundry’s first choice, since the casting is already the right shape and can’t be worked.
Crystallization almost always starts from the outer surfaces and moves in, and—especially in large castings—there is a large temperature differential between the shell of the casting and the center. The crystals grow irregularly, usually sharper and less malleable near the surface. They are often rounder and therefor softer the farther in. The casting shape and defects or inclusions within the metal will affect the rates of cooling, leading to zones in the metal which have dissimilar mechanical properties. These differences can cause internal metal strain, which can cause metal fatigue or failure. Heat treatment allows the foundry to go back inside a metal and rearrange the crystals that comprise it.
Soaking
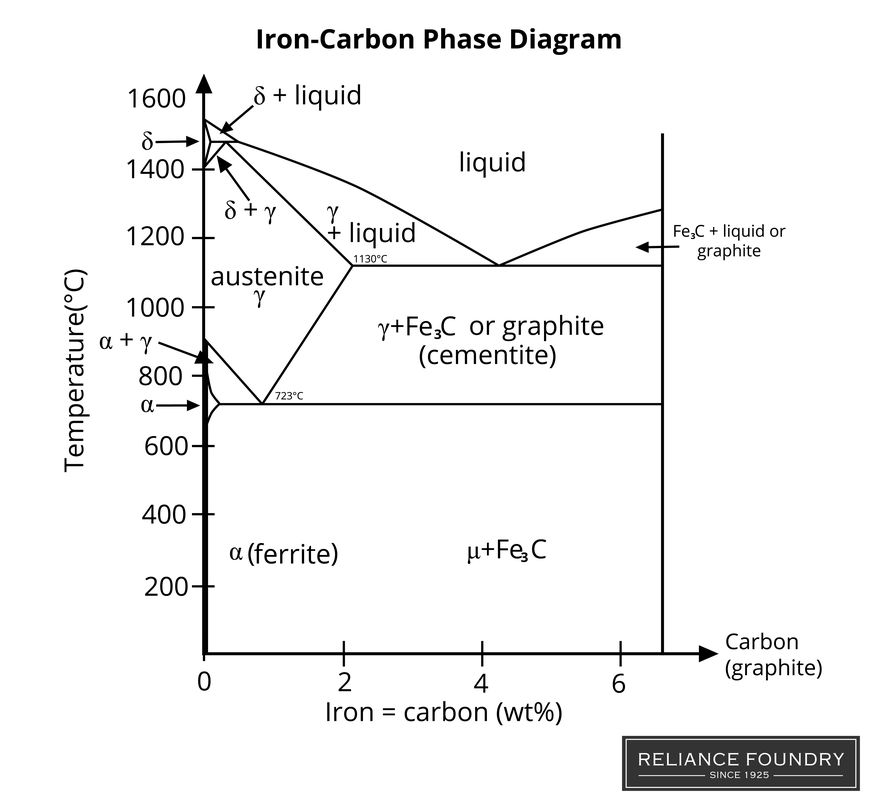
Soaking is the process that forms the foundation for all the heat treatment methods. Heat treatment relies on a metal’s “recrystallization” temperature which sits below its melting point. During recrystallization carbon is unlocked to diffuse through the metal, moving from one molecular form to another depending on heat, carbon percentage, and time. This movement of carbon changes the crystallization patterns of the metal, and therefore carries different material properties. The iron-carbon phase diagram shows the formation of austenite, ferrite, pearlite, and cementite grains at different times and temperatures in the heat. Martensite, another grain structure found in hardened steels, is formed by cold-shocking austenite.
Soaking is therefore the process of bringing a casting above the point of recrystallization. The soaking “time at temperature” specified for a heat treatment allows the crystals in the metal to melt and reform. Looking at the iron-carbon phase cycle can help a foundry know how long to hold a casting at temperature to allow specific diffusion of carbon.
In most (but not all) parts of the iron-carbon phase cycle, soaking a cast or worked metal will make it less hard and brittle. As the grains in the metal grow more regularly, they are rounder and can rearrange on impact by sliding past one another. Also, since the item achieves the same temperature throughout, the crystals are usually more uniform than those in a freshly-poured casting.
Annealing
Annealing starts with soaking, and then continues by very slowly letting the steel cool in the furnace. The foundry worker turns the furnace off and allows a gentle, controlled drop in temperature. There is thermal consistency throughout the object both while heating and cooling, which means there are few internal stresses: no “zones” of metal with different crystallization properties occur. Metal that has been annealed is generally very malleable, with increased ductility, tensile strength, and elongation. The grain sizes with annealed metals are often very big due to the very slow cooling curve.
Normalizing
Normalizing a metal means bringing it up to recrystallization temperatures by soaking, and then pulling it from the furnace and allowing it to cool in the atmosphere. Many of the properties of annealed metals are evident in normalized metals, but because there is not quite the same evenness of cooling, the grains tend to be a little less regular. Still, a much smaller temperature differential than is found in freezing metal means a normalized product is less brittle.
The cooling rate found in normalizing creates smaller grains in the metal than annealing does, which means that in general, it will be stronger or harder than annealed metal.
Quenching
What if a very high degree of hardness is desired? When making tools and machine parts, softening the metal may defeat the purpose.
Heat treating can allow hardness to be specified and consistent. To create hardness in steel, the foundry soaks the steel until austenite is the main molecule and then quenches it in cooler oil or forced air. When austenite is cold-shocked, it creates a slightly irregular crystalline structure called martensite. This material is harder due to a carbon distortion in each martensite molecule.
Since quenching happens from the outside-in, large objects can experience the pressures of rapid crystallization leading to internal pressure in the metal. These forces can sometimes cause cracking if the quench is too extreme. For this reason, water-quenching is not very common for large steel objects, as it causes a very rapid drop in temperature which can cause cracks to form. Oil and air both cool slightly less vigorously.
However, it is not only steels that are quenched for hardening. Water quenching is used in a foundry. Non-steel metals may not suffer the same internal pressures because their phases and molecular structures will be different. Manganese is water-quenched at much higher temperatures than steel, without cracking. However, the difference in temperature is so great that any quenching deals with a lot of energy that can go awry! Below is an explosion caused by a retained sand core during the quenching of a manganese steel casting. Reliance Foundry’s Len Cranmore, now our Sales Manager, was unhurt in this explosion, but had to stamp out small fires started by the super-heated sand shrapnel.

Tempering
Finding the right mixture of hardness-and-ductility can also be achieved through a process called tempering. Tempering is often done with quenched steel to make it less brittle while preserving some of the hardness. In tempering, a metal is reheated yet again, but now to a lower temperature than in annealing, normalizing, or quenching.
Martensite is not a stable molecule in heat—it is achieved under shock—so tempering steel means destabilizing the martensite to let it start to convert to cementite and ferrite. A range of temperatures and length of times in the temper oven will influence how much of the martensite is converted and therefore how soft the metal becomes. For example, metal springs may be tempered at higher temperatures for increased elasticity compared to tools tempered at lower temperatures to maintain hardness.
Tempering is often used to relieve the internal stresses in a quenched material. A metal that’s undergone other heat stress like welding or blacksmithing can be tempered to allow the molecules within to relax a little into one another.
Variations in heat treatment
In a foundry, castings are usually uniformly heat treated. However, sometimes an item can be irregularly heat treated. Tempered steel swords commonly were variably tempered, such that the blades had hard edges while the cores stayed springy. Springs sometimes go through differential heat treatment, to match their function.
As with much of the foundry, an understanding of the chemistry of an alloy means that times, temperatures and tolerances can be scientifically specified. However, over time, a foundry worker comes to know the metal they’re working with. Like an expert chef knows their ingredients well enough to not need a recipe, an expert foundry worker will know when something’s off. A metal that takes too long to come to glowing, or cools down too fast, tells a molecular story to an experienced eye—without the help of equipment in the lab.











