Foundries continue to evolve by adopting innovative technology & workplace safety
A foundry is an industrial plant where metal is melted and cast into specific shapes by pouring it into a mold. The process itself is centuries old. Today, approximately 90% of all manufactured goods depend on metal castings for component parts, with cars and trucks being the largest market. Aluminum, iron, and steel are the most common alloys processed in foundries.

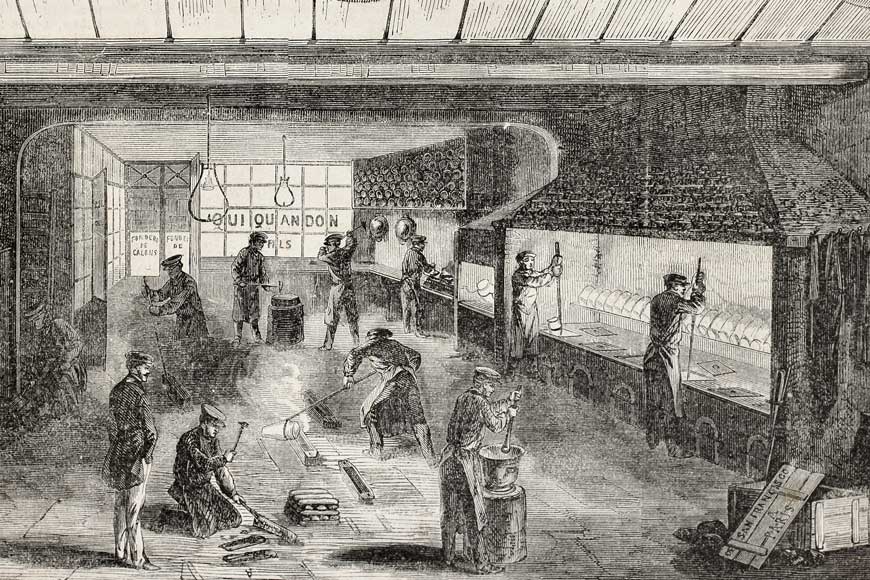
History of foundries
For generations, humankind has found innovative ways to utilize raw materials found in nature—working with metals has been a part of civilization since ancient times. A wide range of artifacts have been discovered by archeologists, from objects of worship to tools and weapons of war. In fact, the epochs of human history have been named after the advances in metal technology: Copper Age, Bronze Age, and Iron Age. The oldest known casting found by historians is a copper axe, which was discovered buried with a mummy from approximately 3300 B.C.
The foundry and furnace originated from Mesopotamia and regions of Iraq and Syria. Clay castings and hot fire pits worked to melt and shape copper, gold, and silver. These primitive foundries melted copper and were capable of creating more complex forms, but it wasn’t until tin was introduced that metal working made a significant advance. The addition of tin lowered the temperature at which the two metals melted and formed bronze—the first alloy.
Through successive centuries and generations, various metal working and casting techniques were developed and lost, as different civilizations emerged to dominate the cultural and technological landscape. It is in the middle ages where the processes of casting metal in foundries were first documented. Vannoccio Biringuccio (1480-1539) is known as the “father of the foundry industry” as he became the author of the first manual on foundries, from which the technology was further developed.
The first official foundry was known as the “Canon Shop,” which was built in Moscow in 1479. The 14th and 15th century metal foundry industry in Europe became known for the production of bronze and iron bells, canons, and cannon balls.
In North America, the metal casting industry grew in support of the progress of settlers across the New World. More advanced and stronger tools, horse shoes, and rail tracks were needed to supply the demand of the developing towns and cities.
Saugus Iron Works was the first foundry in the US, and commissioned in 1642 by European steelmakers. Established in Lynn, Massachusetts, it became known as the birthplace of the American iron and steel industry.
Developments in foundry technology
Foundry processes are continuously developing to improve the quality of products and production efficiency, and take advantage of new technologies. Breakthroughs in development have enabled significant advances in metal casting at key moments in the industry’s history.
Furnace developments
The migration from coal to coke as a fuel for foundries was pioneered by Abraham Darby. His innovation in 1709 led to a significant improvement in efficiency and cost, and enabled the construction of much bigger furnaces than were previously possible.
Cupola furnace

The Cupola furnace was developed in 1720 by Frenchman, René-Antoine Ferchault de Réaumur. The dome shaped structure has an opening to supply the charge and hinged doors at the base to empty the furnace after shutdown. A coke bed supports the melting metal, coke, and limestone flux charge above the tuyeres (openings where air is supplied). Although the Cupola furnace once dominated the foundry landscape, it has now been largely replaced by more efficient electric induction and electric arc furnaces.
Crucible process
In 18th century England, Benjamin Huntsman was the entrepreneur behind the development of the crucible process. This was the first process in which steel could be completely melted to yield a uniform product after casting.
Electric arc furnace

The introduction of commercial electricity supply contributed to the invention of electric arc furnaces. Graphite electrodes create the electric arc and supply current as the energy source to melt iron. The first electric arc furnace was created in 1900 by Paul Héroult of France. In 1907, a commercial plant was established in the United States. These furnaces are more economical at lower production rates and can be operated intermittently, giving more flexibility to metal foundries.
Electric induction furnace
Electric induction furnaces use a high power alternating current flowing through a coil to induce eddy currents in the metal thus generating heat, and are most commonly found in production foundries today.
Casting developments
In ancient times, metal casting was done in clay molds. One of the great Assyrian kings, Senacheribb, claims to have perfected the technique of casting bronze and copper into clay molds. As time progressed, technological developments transformed the casting process—from sand castings to electromagnetic technology.
Sand castings
Vannochio Birringucio, the late 15th and early 16th century foundryman, wrote a book about all forms of casting and related work. The book describes the use of sand castings, the next major phase of casting technology. Initially sand would be mixed with clay as a binding agent so that the mold would keep its shape during casting, but over time new types of sand and bonding agents have been developed.
Green sand is one of the more common materials in use today. Historically, green sand consisted of silica sand, bentonite clay, water, and sea coal. However, sea coal is no longer commonly used today and has been replaced by other materials. While green sand casting remains in common use, “no-bake,” chemical set, or cold-set processes are becoming predominant in today’s foundries.

Die casting
Die casting and investment molding are modern techniques using newly available materials to improve the quality of casting finish and the cost of production. Die casting is characterized by forcing molten metal under high pressure into a mold cavity. A hot- or cold-chamber machine is used depending on the type of metal being cast. Die castings are known for providing a good surface finish and dimensional consistency.
Continuous casting
Perhaps the most significant advance in the casting process has been the introduction of the continuous casting machine. Molten metal is poured into a mold and slowly withdrawn to create continuous lengths of solidified metal. The major advantage of this carbon steel casting method is the elimination of some of the downstream processing steps. These semi-finished products can be more easily transformed into finished products through rolling.
Permanent molds
In the 21st century, casting processes took another leap forward through the introduction of electromagnetic technology. An induction coil is wrapped around a water-cooled mold with alternating current generating electromagnetic fields.
These electromagnetic fields pass through the cooling metal causing the formation of eddy currents in the molten metal resulting in two positives outcomes:
- The contact between the cooling metal and the mold surface is “soft” giving a better quality of finish. In standard water-cooled casting, a thick skin of coarse microstructure forms due to “hard” contact with the mold. This skin is milled off prior to rolling, resulting in significant wastage of product and an increase in costs.
- The homogeneity of the metal is greatly improved with a reduction in grain boundary segregations.
Quality developments
Sir Henry Bessemer was the innovator behind new techniques to remove carbon and excess oxygen from the molten steel which culminated in the invention of the converter. Bessemer discovered that blowing oxygen through the molten metal caused a reaction with carbon and silicon in the material—removing impurities but also heating the material for easier pouring.

Converters are now used for fine degrees of quality control by setting precise carbon content ratios, and adding alloys and other additives for the specific product properties required. In an electric arc furnace, oxygen can be injected into the bath to “burn” out carbon and many other elements and impurities. This makes the initial bath as clean as possible, and allows the foundry to alloy up the melt to the perfect content. In induction melting, the foundry can only begin with a bath that is created from the infeed or scrap melted—the chemical content of the scrap must match the chemistry of the bath that the foundry uses initially.
Measurement and control developments
Coupled with advances in production methods, there has been progress in the laboratory testing methods of molten metal while manufacturing is still in process. Samples can be drawn from converters and analyzed using spectrometers or x-ray fluorescence analysis. This real-time feedback of chemical composition creates an opportunity for manufacturers to make adjustments before pouring, saving valuable time and resources due to rework.
Although an experienced operator can pick up surface defects and potential flaws in the cast product with the naked eye, the improvement in non-destructive testing methods has given customers more security in the integrity of the product:
- Dye Penetrant and Fluorescent Powder can be suspended in penetrating oil and applied to the surface of the finished casting. Surface cracks and flaws are immediately visible on application of the developer or in the presence of ultraviolet light.
- Radiographic inspection is the most effective method for identifying internal holes, cracks, or inclusions. The cast is exposed to radiation from an x-ray tube and the image created on the radiographic film indicates changes in density of the casting. The advantage of this method is that the x-ray serves as a permanent record, which can accompany the product through its lifecycle for quality and safety control.
- Liquid Dye Penetrant Inspection (LPI) can find tiny cracks, pores, or other surface imperfections in both ferrous and non-ferrous castings that are hard to see with the naked eye. LPI uses a colored dye oil solution on the surface of the casting that finds its way into the surface defects. Once a special developer is applied, the defects become clearly visible.
- Magnetic Particle Inspection (MPI) helps to identify the location of surface discontinuities in ferrous metal. It may also indicate subsurface defects if the magnetizing force is sufficient enough to produce a leakage field at the surface. In this test, a magnetic flux is induced in ferromagnetic material. Any abrupt discontinuity in its path results in a local flux leakage field. If finely divided particles of ferromagnetic material are brought into the vicinity, they offer a low reluctance path to the leakage field, and take a position that roughly outlines its effective boundaries. The casting to be inspected is magnetized, and its surface dusted with the magnetic powder. A low velocity air stream blows the excess powder off, leaving the defect to be outlined by the remaining powder particles. The powder may be applied while the magnetizing current is flowing (continuous method) or after the current is off (residual method). It may be applied dry or suspended, in a light petroleum distillate similar to kerosene.
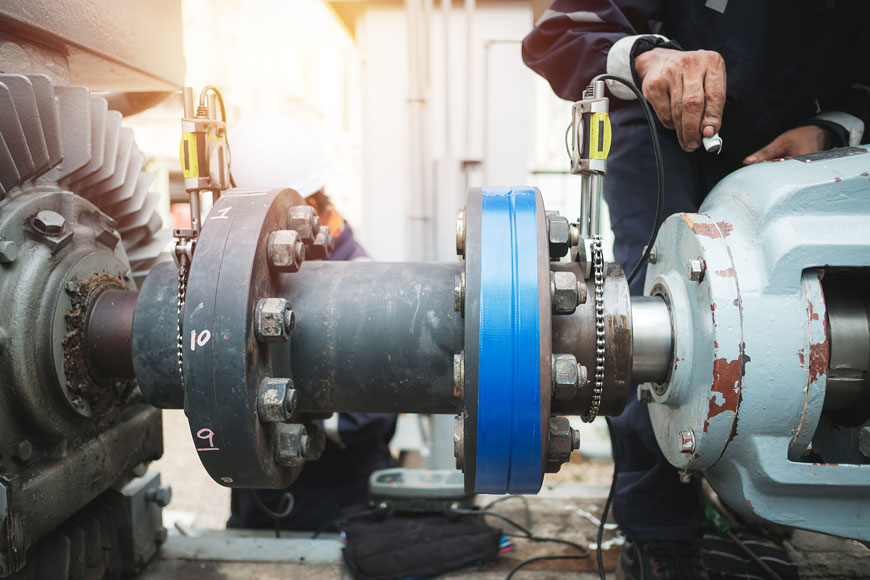
Magnetic Particle Inspection
Magnetic Particle Inspection (MPI) is a type of non-destructive testing that uses magnetic flux to determine any surface defects. Watch as a worker performs non-destructive testing on an oil and gas weldment.
- Ultrasonic Testing (UT) identifies internal defects through sound by employing high frequency acoustic energy that is transmitted into a casting. UT allows for investigation of the cross-sectional area of a casting, and is therefore considered to be a volumetric inspection method. The high frequency acoustic energy travels through the casting until it hits the opposite surface, interface, or defect. The interface or defect reflects portions of the energy which are collected in a receiving unit and displayed for the analyst to view. The pattern of energy deflection can indicate the location and size of an internal defect, as well as the wall thickness and nodule count of ductile iron. UT requires knowledge and experience for an accurate interpretation of results—adding to the cost of inspection.
Safety developments
Working in a foundry is a hazardous occupation. There are numerous chemical, mechanical, and temperature hazards that must be controlled in order to eliminate potential harm to workers.
One of the key areas that has improved the safety of workers is the mechanization of the industry.

Previously, ladles were manhandled, picked up, and moved around the foundry site. Geared ladles were then introduced, which enabled an operator to operate and control the ladle from a distance rather than standing next to the vessel of molten metal. Cranes were introduced to lift ladles into position for pouring, but the noise of the production environment and line of sight constraints still meant crane drivers were vulnerable to causing incidents. Process cranes are the latest development where ladles run on preset tracks with lifts, eliminating the chance of an operator being in the path of the moving ladle under normal operating conditions.
The future of foundries
Future technology trends
Efficiency is the predominant motivation driving technological advances in foundries. There is a strong focus on reducing energy consumption due to an emphasis on sustainable manufacturing, as well as the associated reduction in costs. A smaller labor force in foundries will also reduce the potential for injuries and optimize production.
Improvements in automation and a movement towards computer simulations—such as solidification simulation software—will reduce the dependence of the foundry industry on labor and improve accuracy and efficiency. Computer aided process simulation offers process models which are now sufficiently mature. This enables foundry engineers to use the virtual world in preparation for the real world, therefore minimizing the number of trial iterations.
The coordinate measuring machine (CMM) is bringing a new level of precision measurement to the shop floor in the machining industry. Inspection of holes, slots, welded parts, and deformations can be done quickly—significantly reducing cycle time. The scanned data is then combined with tactile results in graphical reports for easy interpretation. The CMM is a driving force in increasing productivity and providing practical insight.
Future market trends
The foundry market has been dominated over the last decade by consolidation into major conglomerates. Economies of scale are a key driver to this trend and will likely continue into the foreseeable future. Smaller and less efficient operations will continue to shut down due to the competitiveness of the market.
Future environmental and safety trends
Recycling of metals is one of the success stories of sustainable development, but there remains a need to develop the sustainable use of other products involved in the metal castings process. New ways to use slag and spent mold sands will continue to be identified and explored to keep up with the constant regulatory advances against waste disposal.
Rapid advances in robotic technology have opened doors of opportunity to reduce the exposure of humans to hazardous situations. Innovators in robotic technology for industrial environments are developing robotic work cells that are completely automated and do not require human intervention at the worksite.
Foundries and their continued evolution
Metal casting has been a part of human society since ancient times, and is only growing in use and advancements by the day.

Today, cast metal products affect our lives in a multitude of ways. Car parts, kitchenware, tools, and many other daily use products are all a result of the manufacturing processes of foundries.
Over centuries, technology has made dramatic strides to improve the consistency and quality control of cast metal products—while improving the occupational safety of workers and driving costs down through greater efficiency. A study of the history of foundries reveals outstanding entrepreneurs, engineers, innovators, and problem solvers who have each played a part to develop this industry.

The economic pressures of the global marketplace continue to create an environment that rewards innovation, consistency, and efficiency. The next few decades are bound to produce exciting new technologies such as the use of big data and robotics, and new business models through mergers and upgrades. Global trends towards sustainable manufacturing will continue to drive environmental and safety improvements in the industry, which will benefit workers and communities alike.
References
- Industrial Metal Castings. “History of Metal Casting”
- The Free Dictionary. “Foundry Industry”
- Waupaca Foundry. “Metal Casting History”
- US National Park Service. “Saugus Iron Works National Historic Site”
- Encyclopedia Britannica. “Cupola Furnace”
- The American Foundation for Syriac Studies. “The Context of Invention in the Ancient World”
- The iron and steel institute of Japan. “Steelmaking technology for the last 100 years”
- American Foundry Society. “Castings in our world”
- Metal Technologies. “History of metal castings”
- AMAG. “EMC technology raises quality and cost efficiency”
- T.P. Castings. “Foundry Industry: Brief History and Definition“