From the steel mill to the factory, how quality stainless is made
We have manufactured steel for a thousand years, but stainless steel is a relative newcomer. It was invented in 1913 by a Harry Brearley, a British metallurgist. Chemists, engineers, and materials scientists have been experimenting ever since. As a rust-resistant alloy, it can offer the same material properties as steel with the rust-resistance of alloys such as aluminum, but at a lesser expense. At first, stainless steel was used mostly in small applications, as parts for water meters or pumps, as well as being excellent cutlery. These days, it is also being used as a structural building material, in much larger quantities.
There are two ways a stainless object can be made: A product might be made from raw steel pieces that are hammered, rolled, and joined. Or it might be made from molten steel poured into a mold shaped like the final product. Which is the more efficient stainless steel production method depends on what the product is and what it might be used for.
The stainless steel production process
Stainless steel production is a multi-step process: steel scrap is melted, cast in a solid shape, heat treated, cleaned, and polished.
Melting and casting
Steel and alloying metals are loaded into an electric arc furnace. Once in the furnace, the metal is heated to a specific temperature above its melting point, usually in excess of 2800°F. Due to the extreme temperatures, precision, and large volumes required, the melting stage generally requires 8–12 hours. Throughout this stage, steel technicians regularly check the bath temperature and chemical composition.
After the steel alloy is completely melted, the mixture is refined. Argon gas and oxygen are pumped into the furnace, where they convert impurities to gas and cause others to form slag for easy removal. For most applications, the refined steel is cast into forms including blooms, billet, slabs, rods, and tube rounds. These will be used as the raw materials for wrought products. Foundries can cast stainless steel into its final intended shape by creating a mold to that design. This shape may undergo some machining as a finishing step rather than a manufacturing step.
Forming
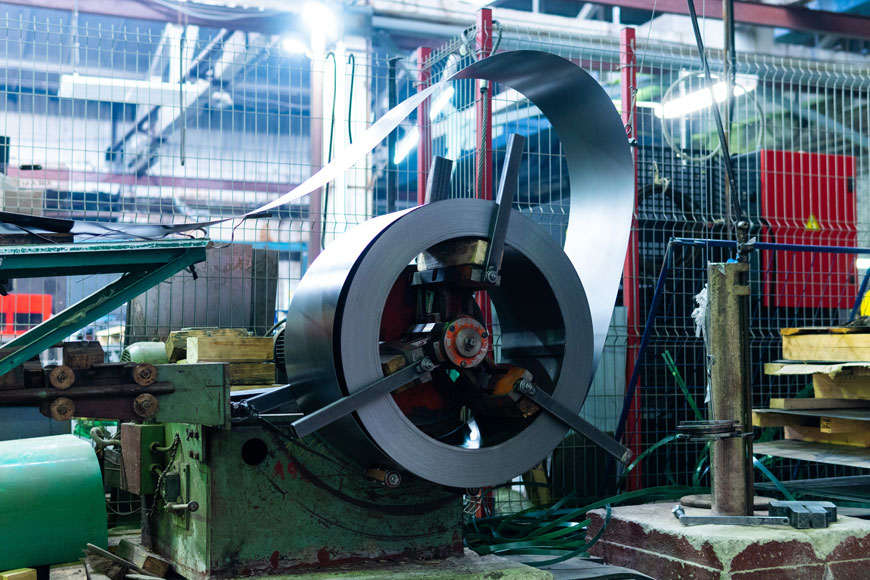
Most cast steel is formed by hot rolling—the slab, bloom, or billet is heated and passed through large rollers, stretching out the steel into a longer, thinner form. Hot rolling occurs above the recrystallization temperature of the steel. Each slab is formed into a sheet, plate, or strip, while blooms and billets are formed into wires and bars.

Cold rolling is used when more precise dimensions or a superior surface shine are required. It occurs below the recrystallization temperature of the steel. Cold rolling uses small diameter wheels with a series of supporting wheels to create smooth, wide sheets of stainless steel to close tolerances.
Heat treatment
Heat treatment strengthens rolled stainless steel by recrystallizing the deformed microstructure. Most stainless steel is heat treated by annealing. The stainless steel is heated to an exact temperature above its crystallization temperature, and slowly cooled under controlled conditions. This process relieves internal stresses and softens the stainless steel. The annealing temperature, time, and cooling rate all impact the properties of the complete steel.
Descaling
A rolled piece of stainless steel acquires a layer of oxidized “mill scale,” which needs to be washed away to restore a shiny surface finish. Mill scale is usually removed through chemical means like electro-cleaning and pickling. In pickling, the stainless steel is submerged in a bath of nitric-hydrofluoric acid. Electro-cleaning makes use of a cathode and phosphoric acid to pass a current onto the stainless steel surface. The de-scaled metal is finished off with a high-pressure water rinse, leaving a bright, shiny finish.
Work hardening
Work hardening is the process of strengthening material through deformation. Stainless steels harden quickly overall, with the exact rate determined by the specific grade. Austenitic steels harden more readily than other grades.
Cutting or machining
Stainless steel is cut to a specified shape and size. The stainless steel can be sheared with circular knives, sawed with high-speed blades, or blanked with punches. Alternative methods such as flame, plasma, and waterjet cutting are sometimes used.
For objects cast in a foundry to already be close to final form, this cutting/machining stage may just be to clean join lines, bring measurements to precise tolerances, or create a surface finish.
Finishing
Stainless steels can be made with a wide variety of surface finishes. The chosen surface finish is not purely aesthetic. Certain finishes make stainless steel more resistant to corrosion, easier to clean, or more readily used in manufacturing. The type of finish is determined by the intended application.
Surface finishes are the combined result of fabrication processes and finishing methods. Hot rolling, annealing, and de-scaling produce a dull finish. Hot rolling followed by cold rolling on polishing rolls producing a bright finish. A combination of cold rolling, annealing, and buffing with a fine surface creates a reflective surface. An array of grinding, polishing, buffing, and sandblasting equipment is used in finishing stainless steel surfaces.

Quality control and inspection
Although in-process controls exist throughout the manufacturing and fabrication of stainless steels, they are typically not enough to meet international quality standards. Before being shipped, each batch of stainless steel must undergo chemical and mechanical testing to ensure that it meets the desired specifications.
Mechanical testing
Mechanical testing measures the physical ability of a stainless steel to withstand loads, stresses, and impacts. Mechanical tests include the tensile, Brinell, and toughness tests described above in mechanical properties.
Chemical testing
Chemical tests check the exact chemistry of a sample before certifying the stainless steel grade. Chemical tests are usually carried out by non-destructive spectrochemical analysis. Corrosion resistance is of particular importance for stainless steels. Steel mills test and measure corrosion resistance with salt spray testing—the longer the steel remains unmarred by corrosion after exposure to salt spray, the higher the corrosion resistance.
Worldwide production of stainless steel
After stainless steel was invented, engineers and inventors quickly found applications for it. Cutlery was in production five years after Brearley realized his chromium-steel was rust resistant. By 1926, when stainless steel was thirteen, it started being used in surgical implants. 1935 saw the first stainless steel clad plane. War efforts helped increase manufacturing capacity for stainless.
Between 2005 and 2018, stainless steel production doubled, to a worldwide output of 50.7 million metric tons. China is the world’s biggest producer of the metal.
As a relative newcomer in building supplies, stainless steel is a material with still more possibilities. Innovations like duplex stainless steel are still occurring. As new chemistries are explored, it’s possible that new grades of stainless steel will continue to be discovered, for applications we have not yet imagined.











