Machining, assembling, and sealing the casting

There are different branches of metal work. One branch involves the cutting, forming, joining, or sealing metals in their solid state. Castings are another branch, in which objects are made by pouring liquid metal into molds and allowing them to cool. These two branches of metal work may be separate, but metal items usually have both casting and working as part of their history.
Machine-worked metals often begin their journey as billets, slabs, or blooms from a continuous caster, or as pipes or wheels from a centrifugal one. This “casting” stage in worked metal is limited and simplified, and is usually referred to as metal production, but it is technically a casting of the raw materials.
On the other side, most castings are worked in their finishing stages. Sand castings generally have a rough finish, and often parts of the casting will be machined to be smoother, or the right size. Many iron and steel castings will rust if not sealed in some way and protecting against this oxidization is another almost universal finishing step. Home chefs have the experience of completing this step when they bring home a cast iron pan home and “season” it with oil. This is a consumer-finished form of secondary processing, but similar treatments can be done by the foundry.
Machining
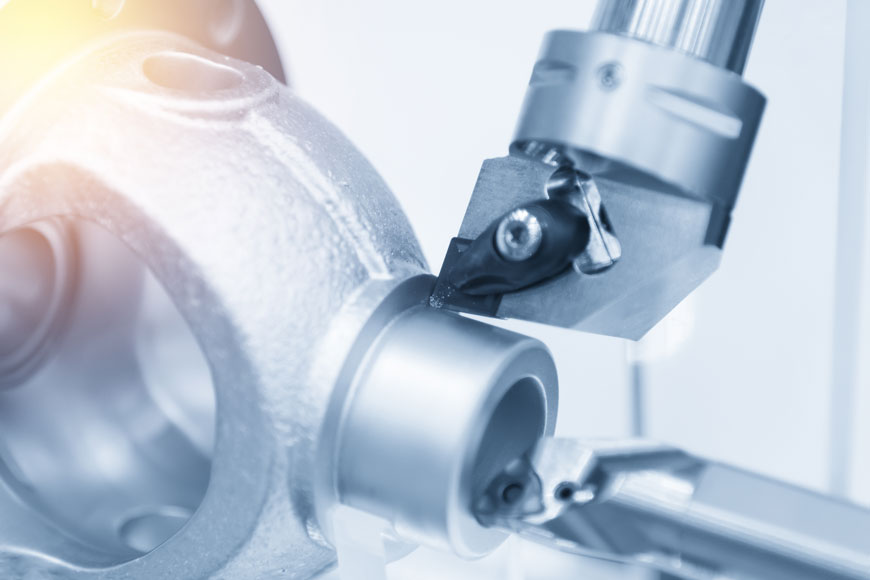
Many metal castings need to fulfill precise dimensional tolerances to work as they will end up being parts of larger industrial machines. Engineering specifications can be very precise to fulfil mechanical and structural needs, but casting does not provide dimensional accuracy to that level. Therefore, machining is often done to create precise surface dimensions. Casting also leaves rough surfaces. Rough surfaces also may increase the friction in moving parts or create uneven measurements and therefore be very undesirable.
Machining can also finish the surface of some alloys by grinding and buffing the metal until it shines. Fine details or sharp edges that cannot be produced in a mold may also be achieved as part of secondary processes.
Depending on the factory, this work can be done by the foundry or by specialized shops off site. Most foundries have some capabilities for the fettling or cleaning of their castings, but that is not always the same as having all needed finishing abilities. What machining is done in house and what is done externally depends on the foundry’s specialization and the client’s needs and abilities. If the foundry is supplying another factory, they may only send castings cleaned of flashing and stock: if they are providing a finalized product, they may do all secondary processing in-house, or co-ordinate outsourcing, depending on the foundry’s niche and regular customer base.
At this stage there is no one way that foundries operate. All foundries put molten metal into molds as their core activity, but how precise the dimensions and finishes are before delivery is a matter of specialization.
Sealing metals: oil, oxides, paint, plating, or powder-coating
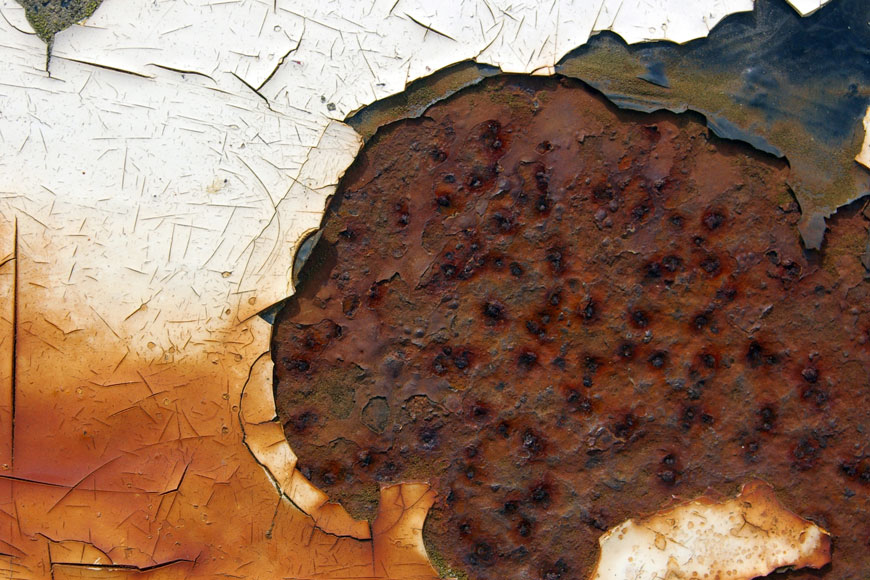
Most of the alloys coming out of ferrous foundries will rust in the presence of oxygen and water. Iron oxides form quickly and easily, and flake off, allowing the next surface down to oxidize in turn. What starts out as a surface problem can soon become structural as the rusted surface begins to pit and wear away.
Stainless steel and other corrosion-resistant alloys often are protected through a process called passivation: they may oxidize, but the oxide layer does not flake, instead adhering to the metal creating a seal. Aluminum and chromium work similarly. With these metals, even cutting or scarring the object will not start a rust process, because the exposed metal oxidizes and seals quickly. For corrosion prone alloys that do not have this ability, sealants must be used to prevent rusting. There are a few ways to do this.
Bluing
Bluing steel is the process of protecting against corrosion by creating a passive oxide layer as a sealant. Iron oxide formed in normal environments is the red, flaky oxide we know as rust that falls off, exposing the metal below it to further corrosion. The chemical composition of this oxide is Fe2O3.
In bluing, the metal worker forces the production of magnetite, a black oxide of iron, of the chemistry Fe2O4. This magnetite will stay bonded to the surface below it. There are a few ways to achieve this magnetite layer, but one of the more common ones is to create red oxides in an acid bath or gas and then boil the iron in water to convert the rust to magnetite. Blued steel is often oiled for further protection.
Oil-treating
Boiled linseed oil and tung oil are traditional finishes for wrought iron. Both are “drying” oils that cure and create a polymer coat when heated. Typically these oils provide a brown-black patina that will protect an indoor metal object for decades, and protect outdoor ones for a few years before water begins to break in. To provide another sealing layer, often oil-treated irons or steels are also waxed.
Grey-iron cast pans are also oil-treated at home, through the process known as seasoning. Oil seasoning a pan can be done with flaxseed oil, which is food grade linseed oil. However, other food-grade fats work to season the pan, and just need to be treated well to maintain over time, as they do not polymerize dry like flax oil does. Again, a fat is brushed onto the pan and then heated.
Paint
Painting, varnishing, lacquering, or blacking iron and steel are other traditional methods of sealing. In each, a coating of a material is put onto the surface and then allowed to dry. Paint and varnish is more common today, but blacking was the traditional recipe for iron armaments and outdoor objects, being a mixture of lacquer and magnetite iron oxides.
These applied sealant methods are cheap and can be easily redone, and so are very popular finishing steps. Drawbacks are that most sealants can be chipped, or scratched, allowing rust to take hold. Sealants of this sort may also have very small pinholes where the surface of the metal is exposed and rusting can start.

Electroplating and powder-coating
In both electroplating and powder-coating, a thin layer of material is bonded to the top level of the casting using electricity to achieve even distribution across every exposed surface. When the volumes of plate or powder are sufficient by volume, they are guaranteed to cover every exposed molecule of metal.
In electroplating, the object to be plated is given a charge and then dipped into a bath containing metal particles holding the opposite charge. The longer the metal sits in the bath, the thicker the coat. When it is lifted again, the object has been covered in an unbroken layer with the particles of metal in the bath.
Powder-coating works in an almost identical way, but instead of a bath with metal particles, a spray of charged colored resin particles is aimed at the object. When the object has achieved the right thickness of coating, it is sent into an oven to cure.

Assembling
In foundries doing casting work for other factories within complex manufacturing systems, all the assembly may be done off site, by the clients. Many cast pieces end up in other factories as inputs to an assembly line.
However, some foundries do on-site assembly, especially if they offer stock product lines to a larger customer base. In this case, the foundry needs to be meticulous with the work spaces, as the carbon, heat, and range of alloys being worked on the casting floor can lead to cross contamination. Making sure steel is well cleaned and in good shape, and making sure that carbon and stainless steels are kept separated, can ensure good outcomes in welded pieces.
Secondary processing in and out of the foundry
Secondary processing can involve many other specialists and experts. Almost all castings will see some form of secondary processing, even if it is just a final polish on stainless steel, but the level of that finishing and expertise is very project dependant. Foundries usually have a network of other metal workers they trust to do these working and finishing steps, if they cannot.
Ferrous foundries usually know how the metal will be sealed against iron oxidization, since rusty metal does not inspire anyone’s confidence. Other secondary processing will be determined in conversation between the client and the foundry. What are the services offered? What are the needs of the project? The foundry may complete the casting in house, send to the customer as is, or co-ordinate further steps to other experts in the industry.