Engineering metal castings for quality and value
Good metal casting design means creating the simplest mold that will produce a desired shape. This process requires expert knowledge of metals and casting methods to find the best value in a quality casting.
End-users often need to know how a cast metal object will behave when struck, in different heat conditions—and most importantly, under load. Will it warp, crack, or deform over time? These mechanical requirements determine what kind of metal is best for a product. Metal designs may also require a certain grade of finishing for aesthetic or mechanical reasons. An engineer or designer chooses metals and casting methods to answer these needs, and creates a design using their experience of how material and method influence each other in the foundry. Knowing the behavior of metal in liquid, cooling, and solid states is important when creating a design that will minimize problems on the production floor.
Variables in metal casting design

Metal castability
There are four main metal characteristics that affect the outcome of a casting design:
- Fluidity is the ease with which various metals flow in a molten state. The more fluid a metal is when liquid, the better it can capture small details within a mold.
- Shrinkage is the contraction rate of molten metal as it cools from a liquid state. Liquid shrinkage describes the contraction rate when the metal first begins to cool, solidification shrinkage describes the point in time when the metal starts freezing from liquid to solid, and solid shrinkage when the metal has set. These rates can predict strains and defects that might occur during cooling. If parts of the design freeze much faster than others it can challenge the integrity of the casting.
- Slag or Dross formation describes the presence of non-metallic inclusions in a casting, and where they are acceptable (surface) or detrimental (sub-surface).
- Pouring temperature is the temperature at which a given alloy can be poured; the hotter the metal, the more production challenges present themselves.
Heat transfer
Two different heat transfer rates affect how quickly a metal solidifies within a mold. One is the dispersion of heat of the metal through itself, and the other the rate of heat transfer from where the casting touches the mold. These rates help determine the overall temperature differential through the casting, as well as the differential cooling that can happen as sections of the casting change state first.
Solidification patterns
Usually, a casting cools more quickly where it is touching the mold, crystallizing from the edge inward. Knowing the crystallization, heat transfer, and shrinkage rates of a given metal allows an engineer or metallurgist to predict the pattern of crystallization through the casting. When looking to minimize problems with shrinkage, molds are designed with these solidification patterns in mind. Parts of the mold may be cooled with chills to create more rapid shrinkage in a section. Other parts of the casting might be connected to reservoirs, called risers, which slowly feed liquid metal into a cooling casting to prevent cavities forming as the solidifying metal shrinks.
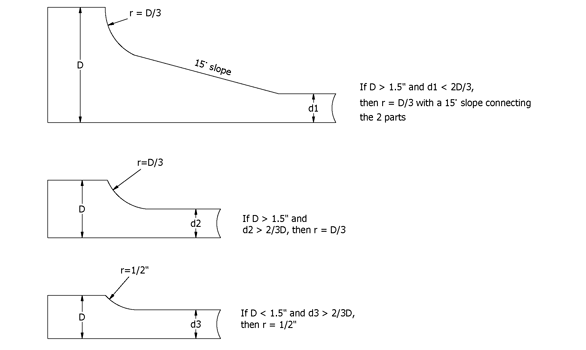
Shape and section size changes
Hot spots in cooling castings can be formed where there is increased thickness in material. Where possible, it’s helpful to design castings of uniform thickness, but when this is not possible designs can minimize strain by gradually changing the slope of walls and to make sure that in all places the minimum metal thickness is preserved.
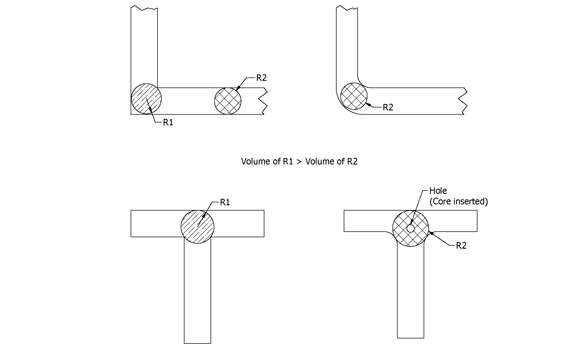
Junctions between sections
Sharp angles in junctions between sections are an area engineers are mindful of when considering casting thickness. Unless a designer is careful, two or more sections of a casting that come together can create a larger volume of metal at the point the sections meet. If the designer smooths these corners rounding them away from sharp angles, this volume can be made more consistent with the metal volumes on either side.
Mold stability
The casting mold must be able to handle the behavior of metal while it cools. Expansion, contraction, and off-gassing (gasses evolving from the mold during pouring that get trapped in the solidifying casting) are all possibilities, depending on the metal being used. The materials used in the mold must be able to withstand the metal in all states, without fracture or collapse.
Surface finish capability
Different molding methods produce different finishes. If a product needs a fine finish, the molding processes tend to be more expensive. In some cases, precision finishes are only needed for some of the product, and part of the casting can be machined after being unmolded: in these cases, the metal needs to be easily machinable. Very smooth finishes tend to come from more intensive and therefore more expensive molding processes, but for large objects this is less expensive than machining the whole surface.
Other mold design considerations

To produce an excellent casting at a good price, the designer should minimize or eliminate expensive cores, deep drafts, and irregular parting.
Drafts
Drafts refer to the taper on the vertical walls of a casting. These are necessary so that a pattern, which is the “positive” image of the object being designed, can be removed without disturbing the walls of the mold.
Cores
Cores are used to create intentional holes or voids inside a casting. They are designed to burn up during molding or shake out afterwards. They are often expensive to produce, and in some designs can be avoided by changing the “parting line” of the mold or the orientation of the casting.
Parting Lines
Parting lines are created where the two halves of a mold come together. Risers and gates are often placed along the parting line, and because of this there can be extra metalwork needed after the casting is removed, to take off extra material. There may also be metal leaks into the parting line, usually thin and flat: this is called flash, and removal of flash is a common step after casting.
Excellence in casting design
When designing a metal casting, understanding the relationship between materials and methods is key to making a product of quality and value. The dependencies between metal and mold are complex. Knowing the mechanical properties necessary for the final product will influence what metal is needed; the behavior of the metal in liquid, cooling, and solid states will determine some of the needs of the mold. For example, metals with less fluidity may do better in molds with less small detail: metals that are very brittle upon cooling may be less suited to designs with sharp edges that are prone to chipping. The melting temperature required will also determine the challenges of the process on the foundry floor—for example, the high melting point of steel requires a higher level of monitoring and precision throughout the casting process. Experience and communication between designers, engineers, and metalworkers can help create a superior product at the lowest price.











